








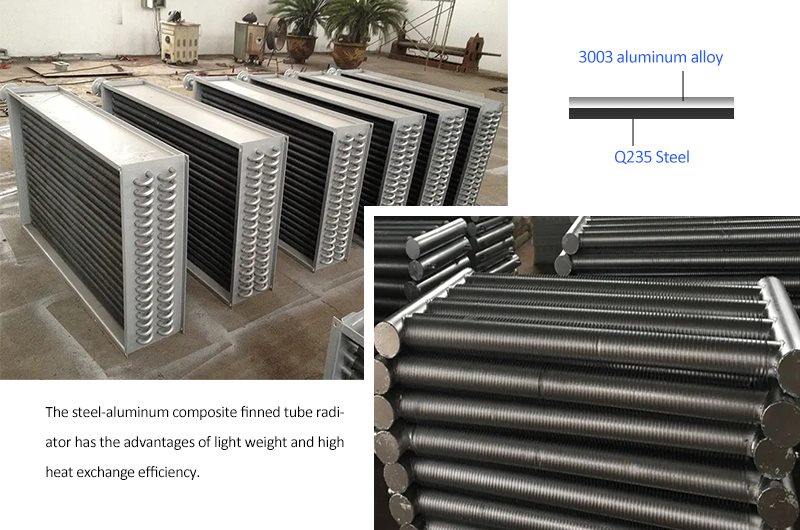
Ống vây composite thép-nhôm cho bộ tản nhiệt có ưu điểm là trọng lượng nhẹ và hiệu quả trao đổi nhiệt cao, và được sử dụng rộng rãi trong hóa chất, ô tô, hàng không, hóa dầu, điện, y học, luyện kim và các lĩnh vực khác. Loại trao đổi nhiệt này chủ yếu áp dụng công nghệ hàn của tấm composite thép-nhôm và vây nhôm...
Ống vây composite thép-nhôm cho bộ tản nhiệt có ưu điểm là trọng lượng nhẹ và hiệu quả trao đổi nhiệt cao, và được sử dụng rộng rãi trong hóa chất, ô tô, hàng không, hóa dầu, điện, y học, luyện kim và các lĩnh vực khác. Loại trao đổi nhiệt này chủ yếu áp dụng công nghệ hàn của tấm composite thép-nhôm và vây nhôm. Chúng tôi nghiên cứu kết nối hàn của hợp kim nhôm 3003 và thép Q235, tấm hợp kim nhôm 3003 và tấm thép Q235 với nhôm phun hồ quang, và quá trình hàn phản ứng tiếp xúc liên quan của hợp kim nhôm 3003 và thép không gỉ 1Cr18Ni9Ti:
(1) Sử dụng hàn Zn90A14Ag5Ce để kết nối thép Q235 và hợp kim nhôm 3003 ở 520 ° C, cường độ cắt sau khi kết nối tăng trước và sau đó giảm khi kéo dài thời gian giữ. Khi thời gian giữ là 5 phút, giá trị tối đa có thể đạt được. Giá trị cường độ cắt có thể đạt tới 17,6MPa; khi kim loại chất độn hàn Zn90Al4Ag5Ce được sử dụng cho kết nối hàn của nhôm và kim loại thép khác nhau, nó có độ hòa tan lẫn nhau tốt với kim loại cơ bản ở cả hai bên và có thể được sử dụng làm kim loại phụ hàn cho các kim loại khác nhau nhôm / thép; Tại giao diện liên kết giữa thép Q235 và vùng hàn trung gian, do ái lực mạnh mẽ của các nguyên tử Ag và nguyên tử Al, tốc độ khuếch tán của các nguyên tử Al sang phía thép bị chậm lại và tốc độ tăng trưởng của dung dịch rắn kẽm-nhôm pha giòn có hại bị chậm lại, có lợi cho việc hàn. Các tính chất cơ học của mối hàn được cải thiện; tại giao diện giữa nhôm và vùng hàn trung gian, do dung dịch rắn bạc-kẽm giàu kẽm — vùng giống như dải màu trắng xám, các nguyên tử Al ở cả hai bên của khu vực có độ dốc nồng độ lớn, cho thấy dung dịch rắn kẽm-bạc có tác dụng ức chế. Khả năng khuếch tán của các nguyên tử Al về phía thép.
(2) Sử dụng kim loại phụ hàn Sn90Ag5Ti5 ở 260 ° C trong khi rung động hỗ trợ siêu âm, kết nối giữa thép Q235 và hợp kim nhôm 3003 bằng cách phun hồ quang đã được thực hiện. Cường độ cắt sau khi kết nối tăng đầu tiên và sau đó không thay đổi với việc kéo dài thời gian rung siêu âm. Khi thời gian rung là 40 giây, có thể đạt được giá trị cường độ cắt tối đa, có thể đạt tới 14,3MPa; chức năng chính của hàn hỗ trợ siêu âm là loại bỏ màng oxit bề mặt, cải thiện độ ẩm của vật hàn và thúc đẩy hàn chất lỏng lên lớp phủ nhôm. Sự xâm nhập của phần lỗ làm tăng diện tích liên kết của vật hàn và lớp phủ nhôm, có lợi cho việc cải thiện độ bền của mối hàn. Nếu không có sự hỗ trợ siêu âm, kết nối giữa hai người không thể đạt được; do nhiệt độ hàn thấp, sự khuếch tán của kim loại phụ hàn và kim loại ở cả hai bên là không rõ ràng. Trong quá trình hàn, có một lượng nhỏ quá trình oxy hóa trong vùng mối hàn.






